
Rasp Mine
History:
The Broken Hill silver, zinc and lead deposit was discovered by boundary rider Charles Rasp in 1883 and lead to the formation of the Broken Hill Proprietary Company (BHP) in 1885. The original central mining leases were mined continually from the mid 1880’s through until the early 1990’s.
CBH Resources acquired the Rasp tenements from Normandy in 2001 (CML7) and commenced surface exploration activities and then the development of the Rasp underground exploration decline. Project approval was gained in 2011 and the mine was officially opened in July 25, 2012. The mine is uniquely located centrally within the City of Broken Hill and occupies the central region of the historic Broken Hill Line of Lode orebody. In excess of 60 million tonnes of ore have been extracted from CBH’s central leases primarily mined from underground since the mid-1880’s.
Rasp is an underground mining operation with a surface processing facility that has average annual metal production of 22,000 tonnes of zinc metal in concentrate, 11,000 tonnes of lead metal in concentrate, and over 400,000 ounces of silver in the lead concentrate. Rasp Mine employs over 190 people directly with additional contract employment. Employees reside in the city of Broken Hill. The current Life of Mine (LOM) is 10 years, however, the company is actively exploring on the mining leases and surrounding exploration leases.
Geology:
The ore deposits at RASP Mine are hosted by a sequence of Proterozoic meta-sedimentary rocks.
Current mining operations are primarily focused on the extraction of the Western Mineralisation (WM), combined with lesser quantities of high grade remnants of 2 and 3 Lens, and Zinc Lodes that are associated with the original Main Lode.
The original unmined WM contained a global resource of approximately 15Mt at a combined PbZn grade of 6.0%. However, current mining operations are focused on extraction of areas of higher grade material.
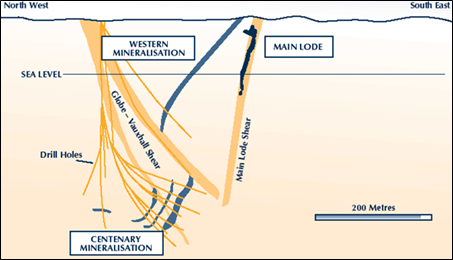
The WM extends from approximately 100m below the surface to a depth of near 900m, where the deposit terminates against the Globe Vauxhall Shear. Mineralisation identified below this structure is associated with the Centenary Deposit which still remains open at depth.
Figure 1: Schematic Long Section of CML 7 relative to the Broken Hill Line of Lode
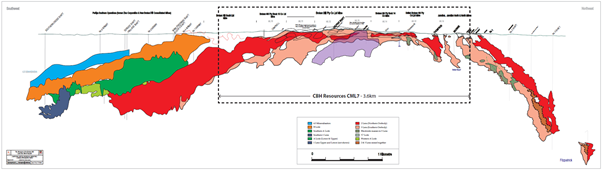
Figure 2: Schematic Cross Section of the Western Mineralisation relative to both the Main Lode and Centenary Mineralisation.
Mining:
Mining operations are undertaken predominantly by an owner/operator workforce, with contractors being utilised to undertake specialised support services including fibrecrete and diamond drilling. Current mining rates are in the order of 60,000t per month for a 100% trucking operation to the surface.
The ore is sourced from two mining regions that being the Western Mineralisation (WM) and the remnant Main Lode. The WM is the under exploited mineral resource that lies adjacent to the Main Lode. The WM accounts for approximately 80% of ore production and is extracted via primary and secondary longhole stoping methods. The Main Lode accounts for the remaining 20% of the ore feed and is extracted using remnant mining techniques from the high grade Main Lode ore body targets.
Mining involves development drives similar to a tunnel to access the orebody and ore is extracted by the excavation of large underground voids called stopes. Underground stoping production is dependent on the ore geometry and geotechnical parameters. Stope techniques employed at Rasp Mine include longhole open stoping, modified avoca, cut-and-fill and room-and-pillar. Approximately 60 stopes are extracted per annum with mining depth at approximately 500 metres below the surface.
Once the ore has been extracted, waste material from the mining operation is used to backfill these voids. Currently this is in the form of unconsolidated waste material (rockfill) with the aim to utilise the existing sandplant in the manufacture of hydraulic fill in the near future.
Processing:
The Rasp concentrator is designed to process up to 750,000 dry metric tonnes per annum of silver, lead, zinc ore. A single stage jaw crusher and two stage grinding circuit are used to liberate the valuable minerals from the waste rock. These minerals are then separated from the waste using the traditional, sequential flotation process.
Two concentrates are produced - a lead/silver concentrate and a zinc concentrate. Tailings from the process are placed in the surface tailing storage facility in Blackwood’s Pit.
The concentrates are thickened and then filtered. The filtered concentrate is discharged directly into sealed concentrate containers which are then trucked less than a kilometer to the Rasp rail siding. The lead concentrate is railed directly to the Port Pirie smelter and the zinc concentrate railed to the Port of Adelaide where it is unloaded and ultimately shipped to smelter facilities, including Toho Zinc.